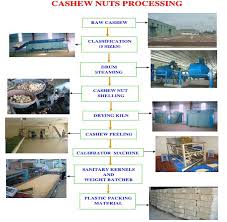
Processing overview
Traditionally, extraction of the kernel from the shell of the cashew nut has been a manual operation. The nut is roasted which makes the shell brittle and loosens the kernel from the inside of the shell. By soaking the nuts in water, the moisture content of the kernel is raised, reducing the risk of it being scorched during roasting and making it more flexible so it is less likely to crack. The CNSL is released when the nuts are roasted. Its value makes collection in sufficient quantities economically advantageous. However, for very small-scale processors, this stage is unlikely to take place due to the high cost of the special roasting equipment required for the CNSL collection (see the section on ‘hot oil’ roasting). If the nuts are being manually shelled, gloves need to be used or alternatively, the nuts should be tumbled in sawdust or ashes to absorb the liquid coating which has a harmful affect on the skin.
Cleaning
All raw nuts carry foreign matter, consisting of sand, stones, dried apple etc. The presence of foreign matter in the roasting operation can be avoided by cleaning the nuts. The raw nuts can be sieved by hand using a ¾ inch mesh sieve.
Soaking
The next stage is to soak the nuts in water to avoid scorching them during the roasting operation. This can be done by placing the nuts in a 40-45 gallon drum or vat and filling it with water until all the nuts are covered. After being left to stand for about ten minutes, the water should be drained off via a plug near the base of the drum. The nuts should then be left for periods of not less than four hours in order to allow the water left on the surface of the nuts to be absorbed. The process of covering the nuts with water, draining and standing should be repeated with the same nuts about three times until a moisture content of 9% is reached.
Where the production output runs from 2-10 tons of nuts per day, a simple cleaning and conditioning arrangement can be used. Two people open the sacks of harvested nuts on a stand and clean the raw nuts as they are moved along a flat sieve, to two vats which are used for storage until the soaking process begins. Two vats are useful because one can be emptied while the other is being filled.
Roasting
The application of heat to the nut releases the nut shell liquid and makes the shell brittle which facilitates the extraction of the kernel when breaking the shell open. Three methods of roasting exist: open pan, drum roasting and the ‘hot oil’ method. The latter is more suitable to medium-scale operations with associated higher equipment costs and viability of CNSL collection.
Open pan: An open, mild steel, circular dished pan of around 2 feet in diameter is supported on a basic earth fireplace. When heated, 2-3 lbs (1kg) of nuts are placed on the pan at one time and stirred constantly. The CNSL starts to exude and then ignites. This produces a long flame and black smoke. After approximately two minutes, the pan is dowsed and the charred, swollen and brittle nuts are thrown out of the pan. The moisture evaporates quickly leaving the nuts ready for shelling.
Drum roasting: The idea of continually feeding the nuts into a rotating drum over a fire developed from the pan method. A slight horizontal slope in the mounting ensures the movement of the nuts through the drum. The drum is pierced so that the flames touch the nuts and the smoke is controlled by a hood and chimney arrangement. The nuts are dowsed using a continuous spray.
Shelling
The objective of shelling is to produce clean, whole kernels free of cracks. In India, this operation has always been done manually. Other countries have difficulty in competing with the great skill and the low wages of the Indian workers. Therefore, India has enjoyed a virtual monopoly of cashew processing for a long time. Manual shelling is still relevant to the small-scale processor, although a close look at the mechanical option is advisable in all cases.
Manual
In the manual shelling process, the nuts are placed on a flat stone and cracked with a wooden mallet. As mentioned above, because of the residue CNSL, wood ash for covering the shells or gloves are required. An average sheller can open one nut in about six seconds or ten nuts per minute. In an eight-hour working day, this amounts to about 4,800 nuts or about 5kg of kernels. At an extraction rate of 24%, this quantity corresponds with about 21kg of raw nuts per day or about 7 tons per year. However, experienced shellers in India can produce around half as much again, with a quality of 90% whole kernels.
Mechanical
The most successful mechanical shellers work on nuts which have previously passed through the ‘hot oil’ process and is detailed under the paragraph ‘centrifugal shellers’.
A semi-mechanised process that has been used predominantly in Brazil, uses a pair of knives, each shaped in the contour of half a nut. When the knives come together by means of a foot operated lever, they cut through the shell all around the nut, leaving the kernel untouched. Two people work at each table; the first cuts the nuts and the second person opens them and separates the kernel from the shell. Daily production is about 15kg of kernels per team.
The first mechanised shelling system, Oltremare, is also based on two nut-shaped knives. The nuts are brought to the knives on a chain, each nut in the same position to fit between the knives. The nuts are pushed between the knives and cut. The chain itself has to be fed manually. After coming together, the knives make a twisting movement, thus separating the shell halves. The disadvantages of this method are that nuts smaller than 18mm cannot be processed and output is reduced because not all the spaces on the chain can be filled which can count for as much as 10% of the production volume.
Separation
After shelling, shell pieces and kernels are separated and the unshelled nuts are returned to the shelling operation. Usually blowers and shakers are used to separate the lighter shell pieces from the kernels. The greatest problem is to recover small pieces of kernel sticking to the shell. This is usually done manually from a conveyor belt used to carry all the sorted semi-shelled nuts.
Pre-grading
Pre-grading can be done before or after drying the kernels and may greatly reduce the final grading work. For large-scale processors pre-grading can be done mechanically, separating mainly the whole from the broken kernels and sometimes separating the different size groups of whole kernels.
Drying
The shelled kernel is covered with the testa and to facilitate removal, i.e. to peel in order to produce the blanched kernel, the shelled kernel is dried. This also protects the kernel from pest and fungus attack at this vulnerable stage. The moisture content is approximately 6% before drying and 3% after. It is important that the drying capacity is higher than the shelling capacity in case of periods of heavy rainfall because the drying operation will be lengthened since the kernels will absorb the moisture very quickly. Sun drying, where the kernels are spread out in thin layers under strong sunshine is possible, however artificial drying becomes necessary for medium or larger-scale producers. Drying usually takes six hours, at a temperature of around 70°C. A uniform temperature throughout the drier is essential to avoid under drying or scorching.
Peeling
At this stage, the testa is loosely attached to the kernel, although a small amount of kernels may have already lost the testa during the previous operations. Manual peeling is done by gentle rubbing with the fingers. Those parts still attached to the kernel are removed by the use of a bamboo knife. One person can peel about 10-12kg of kernels per day.
The mechanised processes of peeling differ widely. They include air-blasting, suction, a freezing operation and a system of rubber rollers. The operation has a low efficiency due to the difficulty of removing the testa and the amount of breakages can be as high as 30%. Currently research and development is taking place to improve the viability of the mechanisation of this operation.
Grading
The grading operation is important as it is the last opportunity for quality control on the kernels. With the exception of a few grading aids, all grading is done by hand. Power driven rotary sieves are one mechanical method, another being two outwardly rotating rubber rollers aligned at a diverging angle. For large operations looking towards export markets, it is necessary to grade the kernels to an international level. Rehumidification Before the kernels are packed it is necessary to ensure that their moisture content rises from 3% up to around 5%. This is to make the kernels less fragile, thus lessening the risk of breakage during transport. In humid climates, the kernels may absorb enough moisture during peeling and grading to make a further rehumidification process unnecessary.
Packing
The normal packaging for export of kernels is in air-tight tins of 25lbs in weight. The packing needs to be impermeable as cashew kernels are subject to rancidity and go stale very quickly. The tin will be familiar to most tropical countries as it is a replica of the four gallon kerosene or paraffin oil tin. If possible the tins are made locally as movement of empty tins overseas is expensive. Alternatively, it might be arranged to purchase components and finish the manufacturing locally. This may be done by arrangement with tin manufacturers. The output of a tin manufacturing line is usually too large for one consumer but some cashew nut processors have in fact installed their own tin making plant and supply other processors.
After filling and weighing, the cap should be soldered on in preparation for the ‘vita pack’ process. This consists of removing all air from the tin and substituting this with carbon dioxide (CO2). The advantages of packing cashew kernels in carbon dioxide are twofold. Firstly, carbon dioxide is an inert gas and will not support life. Any infestation that may have been present is therefore arrested. Secondly, carbon dioxide is soluble in cashew oil and goes into solution as soon as the seals are made. In a short space of time, it can be seen that a decrease in pressure takes place as the carbon dioxide goes into solution and the sides, top and bottom are drawn inwards.
Thus the kernels are held tight in the tin, preventing movement and breakage during transport. Carbon dioxide, being a heavy gas causes the upward displacement of air and will remain in the tins after the filling process. Some large-scale machines will operate on six tins at a time, creating a vacuum in each and then filling with carbon dioxide.